

10+4复合耐磨板加工厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
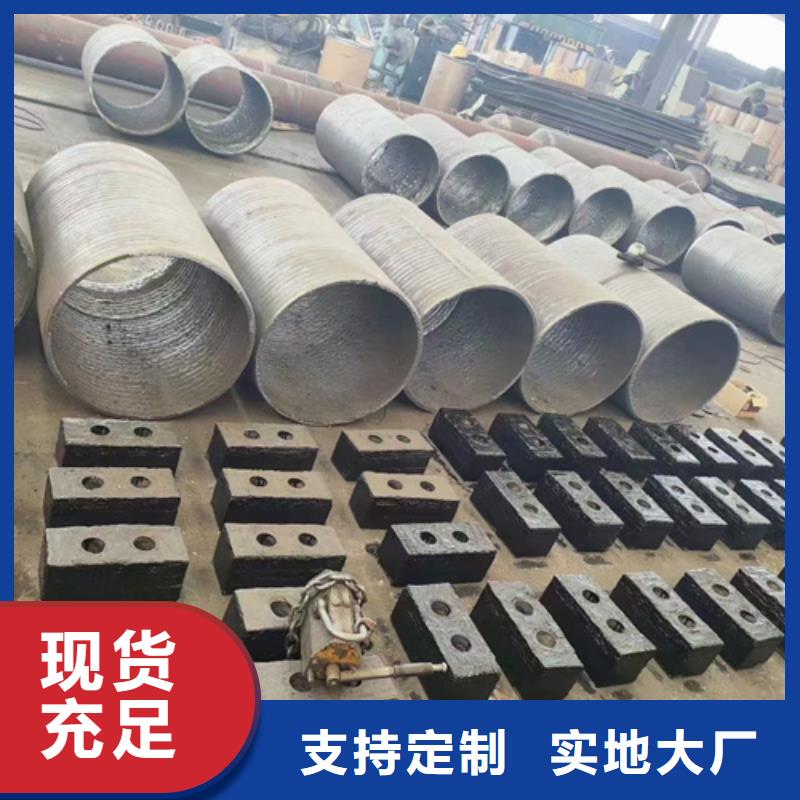
以下是:10+4复合耐磨板加工厂家的图文介绍

基材及焊丝的选择3.1基材的选择复合耐磨钢板的基材要求有较好的韧性和可焊性,且价格适中。根据市场调研和分析,相对其他结构钢材料,Q23s钢含碳量适中,综合性能较好,强度、同城塑性和可焊性都相对较佳,所以采用Q23s碳素结构钢作为复合板的基材。由于这四种Q23s钢的屈服强度和抗拉强度一样,化学成分略有差别,考虑到成本问题,我们选用Q23sA做为复合板的基材。3.2焊丝的选择通过反复试验,我们选用北京焊博焊接材料有限公司研制的药芯焊丝D9s明弧堆焊焊丝,该焊丝熔敷金属的化学成分,其熔敷金属是Cr-Fe-C型高铬合金材料,22%~27%的铬含量和3.0%~5.0%的碳含量,可以在堆焊层中形成体积分数超过50%的Cr7C3碳化物。在合金组织中碳化物是组成物中硬和的相(碳化物的显微硬度为HV1300一1800),该堆焊层组织中存在大量的碳化物相,使得在磨损过程中磨粒的压人及摩擦受到强烈阻碍。同时,共晶组织同碳化物有适宜的强度结合,可使碳化物不易脱落,相当于在强度的基体上嵌人颗粒,尤其是在施焊过程中我们采用工艺,使碳化物的生长方向垂直于板面,因此整个堆焊层具有优良的抗磨粒磨损性能。


坡口的加工:复合钢板坡口的加工方法,可根据焊接构件的尺寸、本地形状与本单位加工条件选用。一般有以下几种方法:1、本地刨削与车削。对有角度要求的坡口,可以在钢板下料后,采用刨床或刨边机对钢板边缘进行刨削;对圆形工件或钢板开坡口,可以采用车床或钢板坡口机、本地电动车板机等对其边缘进行车削。采用刨削与车削方法可加工各种形式的坡口。2、本地铲削。用风铲铲坡口或挑焊根。3、本地碳弧气刨。利用碳弧气刨枪对钢板坡口加工或挑焊根,与风铲相比,能劳动条件且效率较高,特别是在开U形坡口时 为显著。缺点是要用直流电源,刨割时烟雾大,应注意通风。对已加工好的坡口边缘上的油、本地锈、本地水垢等污物,焊前应 掉,以利于焊接并获得质较好的焊缝,清理时可根据污物种类及具体条件选用钢丝刷、本地电动或风动钢丝刷轮、本地气焊火焰、本地铲刀、本地锉刀等,有时要用除油剂(汽油、本地丙酬、本地四氯化碳等)清洗。复合耐磨钢板



良好的社会信誉让我们在过去的十几年间发展壮大,成就了今天具有一定规模和生产实力的 35#钢板生产厂家。于此,鄂尔多斯【多麦金属】高锰耐磨耐候钢板生产厂家更加注重塑造和维护良好的企业形象,始终坚持诚信经营、优质服务的经营理念,优质高效、开拓创新的企业精神服务于每位客户,与客户达成了良好的合作关系。我们在全国建立起了一个庞大的销售网络,但有所需,我们将竭诚为您服务并保证让您满意 。


根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板


